助力國(guó)防 為數(shù)十家軍工企業(yè)提供服務(wù)
蘇州宏創(chuàng)高頻加熱設(shè)備有限公司
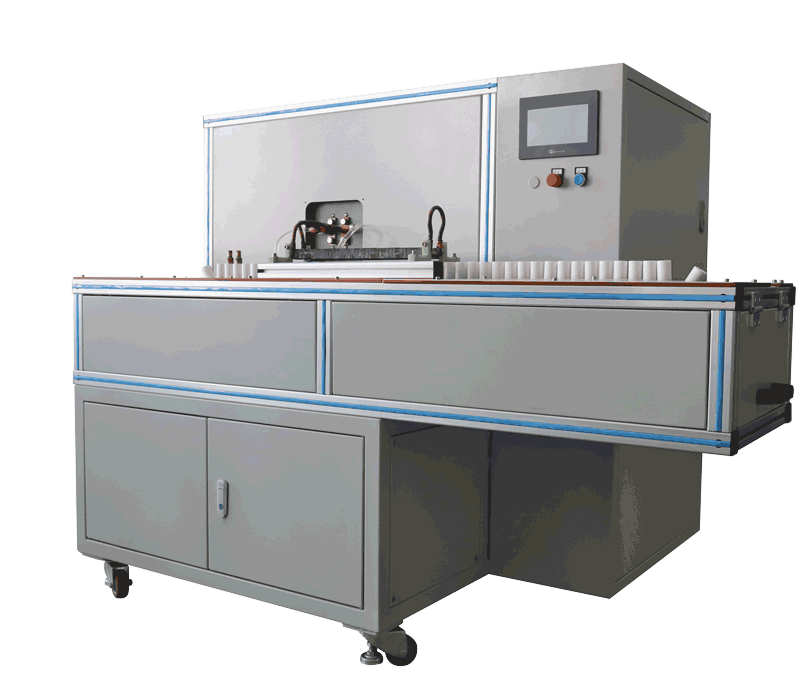
20年經(jīng)驗(yàn) 一站式高頻感應(yīng)加熱設(shè)備智造商
客服熱線: 199 5101 3511 (7X24h)
歡迎您實(shí)地考察驗(yàn)廠!




































感應(yīng)釬焊是利用高頻、中頻或超高頻感應(yīng)電流作為熱源的焊接方法。
感應(yīng)釬焊時(shí),工件的釬焊部分被置于交變磁場(chǎng)中,這部
分母材的加熱是通過(guò)它在交變磁場(chǎng)中產(chǎn)生的感應(yīng)電流的
電阻熱來(lái)實(shí)現(xiàn)的。
感應(yīng)釬焊廣泛用于釬焊鋼、銅和銅合金,不銹鋼、高溫
合金等的具有對(duì)稱(chēng)形狀的焊件,特別適用于管件套接,
管和法蘭、軸和軸套,車(chē)刀刀頭 鋸齒片地焊接;對(duì)于鋁
合金的硬釬焊,也可以采用感應(yīng)釬焊,但是溫度控制要
求比較高。
熱配合共分三種:間隙配合,過(guò)盈配合,過(guò)渡配合。
過(guò)盈配合:孔的實(shí)際尺寸比軸的實(shí)際尺寸小,孔與軸
裝配時(shí)有過(guò)盈(包括最小過(guò)盈為零)。過(guò)盈配合的軸與
孔在裝配時(shí)需要一定的外力或使帶孔零件加熱膨脹后,
才能把軸壓入孔中。
過(guò)渡配合:孔與軸裝配時(shí)可能有間隙配合也可能有過(guò)盈配合。
間隙配合:孔的實(shí)際尺寸總比軸的實(shí)際尺寸大,孔與軸
裝配時(shí)有間隙(包括最小間隙為零)。
熱配合共分三種:間隙配合,過(guò)盈配合,過(guò)渡配合。
過(guò)盈配合:孔的實(shí)際尺寸比軸的實(shí)際尺寸小,孔與軸
裝配時(shí)有過(guò)盈(包括最小過(guò)盈為零)。過(guò)盈配合的軸與
孔在裝配時(shí)需要一定的外力或使帶孔零件加熱膨脹后,
才能把軸壓入孔中。
過(guò)渡配合:孔與軸裝配時(shí)可能有間隙配合也可能有過(guò)盈配合。
間隙配合:孔的實(shí)際尺寸總比軸的實(shí)際尺寸大,孔與軸
裝配時(shí)有間隙(包括最小間隙為零)。
感應(yīng)退火是一種金屬感應(yīng)熱處理工藝,指的是將金屬用
感應(yīng)加熱設(shè)備加熱到一定溫度,保持足夠時(shí)間,然后以
適宜速度冷卻。目的是降低硬度,改善切削加工性;降
低殘余應(yīng)力,穩(wěn)定尺寸,減少變形與裂紋傾向;細(xì)化晶
粒,調(diào)整組織,消除組織缺陷。準(zhǔn)確的說(shuō),感應(yīng)退火是
一種對(duì)材料的感應(yīng)熱處理工藝。
在生產(chǎn)中,退火工藝應(yīng)用很廣泛。根據(jù)工件要求退火的
目的不同,退火的工藝規(guī)范有多種,常用的有完全退火
、球化退火、和去應(yīng)力退火等。
感應(yīng)透熱是鍛造的一道工序,即對(duì)金屬胚料進(jìn)行感應(yīng)加 熱。鍛造是一種利用鍛壓機(jī)械對(duì)金屬坯料施加壓力,使 其產(chǎn)生塑性變形以獲得具有一定機(jī)械性能、一定形狀和 尺寸鍛件的加工方法,鍛壓(鍛造與沖壓)的兩大組成 部分之一。通過(guò)鍛造能消除金屬在冶煉過(guò)程中產(chǎn)生的鑄 態(tài)疏松等缺陷,優(yōu)化微觀組織結(jié)構(gòu),同時(shí)由于保存了完 整的金屬流線,鍛件的機(jī)械性能一般優(yōu)于同樣材料的 鑄件。相關(guān)機(jī)械中負(fù)載高、工作條件嚴(yán)峻的重要零件, 除形狀較簡(jiǎn)單的可用軋制的板材、型材或焊接件外,多 采用鍛件。
在金屬再結(jié)晶溫度以上進(jìn)行的鍛造工藝稱(chēng)為熱鍛。熱煅
又稱(chēng)熱模鍛,鍛造時(shí)變形金屬流動(dòng)劇烈,鍛件與模具接
觸時(shí)間較長(zhǎng)。因此要求模具材料具有高的熱穩(wěn)定性、
高溫強(qiáng)度和硬度、沖擊韌性、耐熱疲勞性和耐磨性且便
于加工。
在感應(yīng)器通入交變電流產(chǎn)生的交變磁場(chǎng)作用下,鍛件
內(nèi)部產(chǎn)生交變渦流。由于渦流和磁化發(fā)熱(磁性轉(zhuǎn)變
點(diǎn)以下),便直接將鍛件加熱。
鍛件進(jìn)行感應(yīng)電加熱時(shí),內(nèi)部產(chǎn)生的電流密度沿?cái)嗝娣? 布是不均勻的,中心電流密度小,表層電流密度大,這
種現(xiàn)象稱(chēng)為趨膚效應(yīng)。由此表層金屬主要是因電流通過(guò)
而被加熱,心部金屬則靠外層熱量向內(nèi)傳導(dǎo)加熱。對(duì)于
大直徑的鍛件,為了提高加熱速度,應(yīng)選用較低電流頻
率,以增大電流透入深度;而對(duì)小直徑的鍛件,由于截
面尺寸較小,可采用較高電流頻率,這樣能夠提高電效
率。
感應(yīng)預(yù)熱,是指用感應(yīng)加熱的方式將工件預(yù)先加熱到指 定的溫度。例如:為防止急熱,焊接前先對(duì)材料預(yù)熱, 玻璃模具提前預(yù)熱等等
平表面及薄板的快速感應(yīng)加熱,往往采用橫向磁場(chǎng)加熱器, 平面加熱器就是橫向磁場(chǎng)加熱器的一種簡(jiǎn)單形式。

應(yīng)淬火是通過(guò)感應(yīng)加熱方式把金屬加熱到臨界溫度以上, 保溫一定時(shí)間,然后以大于臨界冷卻速度進(jìn)行冷卻,從 而獲得以馬氏體為主的不平衡組織(也有根據(jù)需要獲得 貝氏體或保持單相奧氏體)的一種熱處理工藝方法。 淬火是金屬熱處理工藝中應(yīng)用最為廣泛的工種工藝方法。 感應(yīng)淬火類(lèi)型分為:中頻、超音頻、高頻、超高頻幾種, 根據(jù)淬硬深度需要來(lái)選擇適用頻率。淬硬層深度越大, 所需頻率越低,反之,則越高。










蘇州宏創(chuàng)高頻加熱設(shè)備有限公司位于江蘇省蘇州市常熟經(jīng)濟(jì)技術(shù)開(kāi)發(fā)區(qū)內(nèi),是一家科技型高新技術(shù)企業(yè),公司擁有全數(shù)字、智能型感應(yīng)加熱核心專(zhuān)利,專(zhuān)注于全系列數(shù)字化感應(yīng)加熱電源及自動(dòng)化生產(chǎn)線的研發(fā)、生產(chǎn)和銷(xiāo)售,產(chǎn)品涉及航空航天、機(jī)械制造、電力電子、五金機(jī)電、五金工具、制冷暖通等行業(yè)及領(lǐng)域。 我廠在感應(yīng)加熱領(lǐng)域擁有數(shù)十年經(jīng)驗(yàn),服務(wù)過(guò)數(shù)百個(gè)行業(yè),超過(guò)1000多家客戶,并且持續(xù)為數(shù)十家軍工企業(yè)提供產(chǎn)品和服務(wù),助力國(guó)防事業(yè)!典型客戶有:航天四院、兵器部、蘭州坦克、西航空、三角航空、中國(guó)北車(chē)、玉柴、長(zhǎng)城汽車(chē)、比亞迪汽車(chē)...... 助力《中國(guó)制造2025計(jì)劃》,我司還自建兩個(gè)金屬感應(yīng)熱處理實(shí)驗(yàn)室,并且免費(fèi)對(duì)外開(kāi)放!您只需要把要測(cè)試的工件通過(guò)快遞或者您親自帶過(guò)來(lái)即可,我們工程師會(huì)為您現(xiàn)場(chǎng)直播實(shí)驗(yàn)過(guò)程、并提供成熟的熱處理工藝解決方案,從而最大限度地降低您的設(shè)備選型風(fēng)險(xiǎn)和成本! 歡迎您蒞臨我廠參觀指導(dǎo),同時(shí)我們也支持“視頻直播驗(yàn)廠”,預(yù)約電話:19951013511

























| 浪卡子县 | 太湖县 | 北宁市 | 靖边县 | 和硕县 | 壶关县 |
| 青海省 | 海安县 | 腾冲县 | 阳高县 | 竹溪县 | 尖扎县 |
| 年辖:市辖区 | 将乐县 | 那曲县 | 宝丰县 | 香河县 | 东山县 |